Núningur suðu
NÚMSLÁTTUR
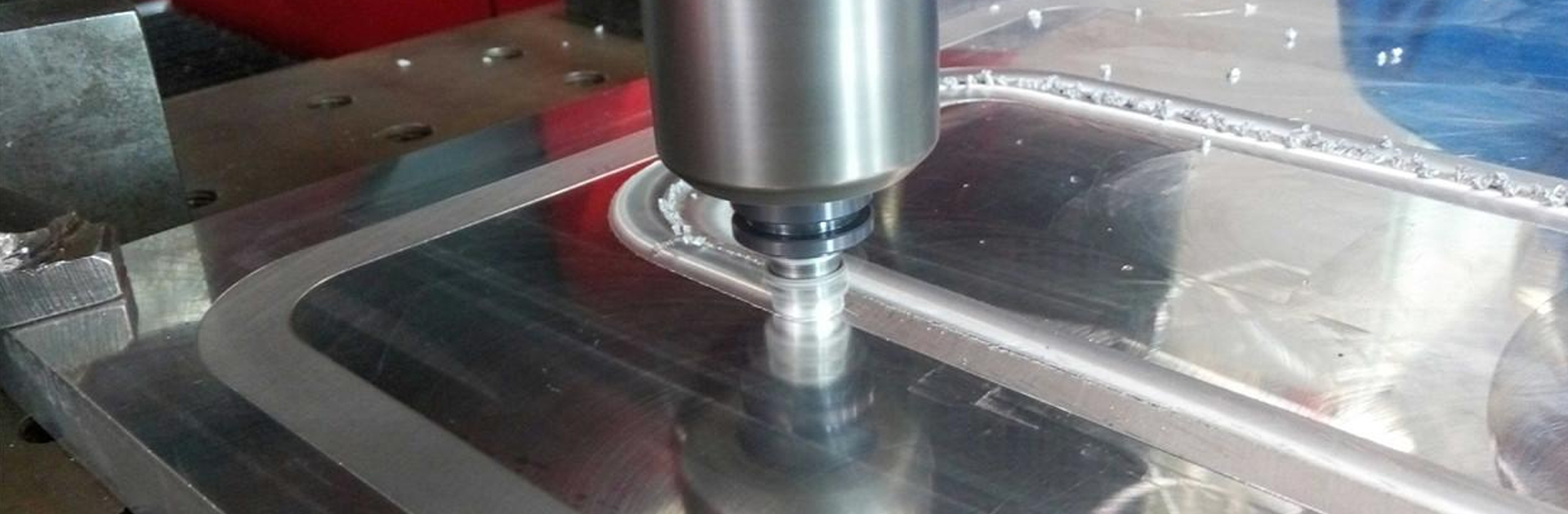
Núnings suðu vísar til suðuaðferðarinnar með því að nota hitann sem myndast við núning snertiflötur vinnustykkisins sem hitauppstreymi til að valda því að vinnustykkið verður fyrir aflögun plasts undir þrýstingi.
Undir áhrifum þrýstings, undir áhrifum stöðugs eða stigvaxandi þrýstings og togs, myndar hlutfallsleg hreyfing milli suðu snertisenda andlitanna núningshita og plast aflögunarhita á núningsyfirborðinu og nágrenni þess, þannig að hitastigið í nágrenni þess hækkar til Hitastigið nálægt en almennt lægra en bræðslumarkið, aflögunarþol efnisins minnkar, plastleiki er bættur og oxíðfilman við viðmótið er brotin. Undir aðgerð upprunaþrýstingsins fylgir aflögun plastsins og flæði efnisins sameindadreifingu og umkristöllun við viðmótið. Solid-state suðuaðferð til að átta sig á suðu.
Minghe býður upp á fullkomnar núnings suðu lausnir fyrir fjölbreytt úrval af deyja steypu forritum - með stórum vélasafni og viðbótar stuðningi, allt frá verkfræði til þjónustu. Sem leiðandi á heimsvísu í framleiðslu á fjárfestingarsteypu leggjum við metnað okkar í að bjóða aðeins bestu þjónustu á markaðnum. Ástríða okkar fyrir framúrskarandi þjónustu við viðskiptavini leiðir drif okkar að ágæti. Til að læra meira um þjónustu okkar eða ræða möguleika fyrir næsta verkefni skaltu ná til liðsins í dag.
Kjarni núningssuðu
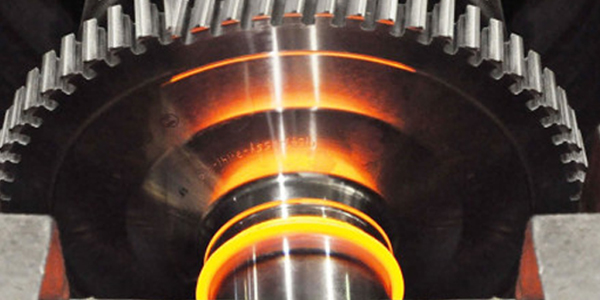
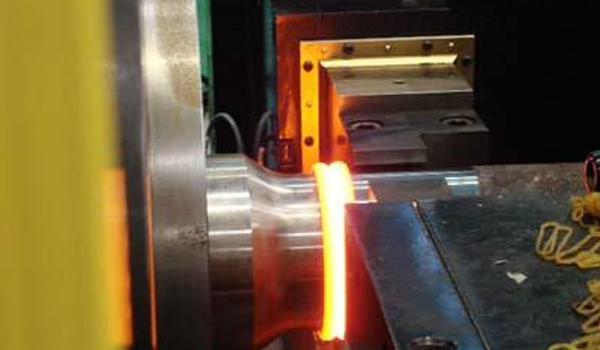
Algengt er að málmyfirborð vélrænna hluta tengist og soði vegna núnings. Í því ferli að skera úr málmi og hraðhraða snúningi vélarinnar kemur oft í ljós að yfirborð tveggja málmhluta eru soðið saman vegna núnings og hita. Til dæmis: við beygju myndast uppbyggður brún á snúningstækinu; við borun eru boranir og vinnustykkið oft tengt saman; rennilínan er föst vegna brennslu bolsins. Auðvitað hafa þessar aðstæður alltaf verið slys sem fólk reynir að forðast. Greind sem suðufyrirbæri, ferli þeirra er ekki fullkomið og suðu gæði eru ekki tilvalin.
Hins vegar, með greiningu á þessum tengibúnaði og suðufyrirbærum, er gagnlegt að skilja kjarna núningssuðu.
Núningurinn eyðileggur oxíðfilmuna á málmyfirborðinu. Núningshitamyndunin dregur úr styrk málmsins en eykur plastleiki hans. Núningsyfirborðsmálmurinn framleiðir aflögun og flæði úr plasti, sem kemur í veg fyrir oxun málmsins, stuðlar að gagnkvæmri dreifingu suðu málmsatómanna og myndar sterkan soðið samskeyti. Þetta er kjarninn í núningssuðu.
Lögun núnings suðu
Hvers vegna núningarsuða þróast mjög hratt heima og erlendis og notkun hennar er mjög víð, þetta er vegna þess að hún hefur ýmsa kosti. Þessir kostir fela í sér eftirfarandi þætti:
1. Suðu gæði liðsins er gott og stöðugt
Úrgangshraði álagsfleta úr áli og kopar sem framleiddur er við núningshita suðu í landinu er minna en 0.01%; ketilsverksmiðjan notar núningssuðu í stað flasssuðu til að framleiða sparnaðarhagnaðarspólu og suðuúrgangshlutfallið lækkar úr 10% í 0.001%. Vestur-Þýskaland notar núningssuðu í stað leiftursuðu til að framleiða útblástursventla í bifreiðum og suðuhindrunarhlutfall hefur lækkað úr 1.4% í 0.04 ~ 0.01%. Það má sjá af ofangreindum dæmum að ruslhraði núningssuðu er mjög lágt, um 1% af almennu suðuaðferðinni.
2. Hentar til að suða ólík stál og ólíka málma.
Núnings suðu getur ekki aðeins soðið venjulegt ólíkt stál, heldur einnig ólíkt stál og ólíka málma með mjög mismunandi vélrænni og eðlisfræðilega eiginleika við stofuhita og háan hita, svo sem kolefni burðarstál — háhraða verkfærastál; kopar — ryðfríu stáli. Að auki getur það einnig soðið ólíka málma sem framleiða brothætt málmblöndur, svo sem ál-kopar, ál-stál osfrv.
3. Hár nákvæmni suðustærðar
Fyrir brennsluhólf dísilvélarinnar sem framleitt er með núningssuðu er hámarksskekkja heildarlengdar ± 0.1 mm. Sumar sérstakar núnings suðuvélar geta tryggt að lengd þol suðu er 0.2 mm og sérviska er minna en 0.2 mm. Þess vegna er núningssuðu ekki aðeins notuð til að suða eyðurnar, heldur einnig til að suða saman settar vörur.
4. Suðuvélin er með litla orku og orkusparnað.
Í samanburði við núnings suðu og flass suðu er orkusparnaður um 80 ~ 90%.
5. Umhverfisverndareiginleikar núnings suðu
Núningsvinnusvæðið er hreinlætislegt, án neista, boga og skaðlegra lofttegunda, sem stuðlar að umhverfisvernd, og hentar til notkunar í sjálfvirkum framleiðslulínum með öðrum háþróaðum vinnsluaðferðum málms