
Nýtt ferli af W-gerð Die Cast Aluminium vatnskældur grunnur
Með hraðri þróun á rafmagnspökkum, rafknúnum ökutækjum og framleiðslu tækni í neðanjarðarlestarmótorum, eru vatnskældar rammauppbyggingar úr áli mikið notaðar við mótorframleiðslu. Grænir og umhverfisvænir rafmótorar fyrir rafknúin ökutæki, háhraða rafmagnspakkaframleiðendur, flugvallarrútumótorar og járnbrautartengdir þéttbýlismótorar í þéttbýli nota aðallega steyptir vatnskældir basar úr áli. Góð hitaleiðni áhrif vatnskældu steypu ramma er lykillinn að því að uppfylla kröfur mótorframleiðslu. Helsta framleiðsluferlið felur í sér málmbræðslutækni, mótunartækni, samsetningar tækni, vinnslutækni og aðra þætti. Hvort uppbygging steypu áls vatnskældu vélgrunnurinn er sanngjarn og gæði hans hafa bein áhrif á rekstraráreiðanleika, vinnuafköst og efnahagslegan ávinning af þessari tegund mótors. Umsóknaruppbygging Sæmileg vatnskæld rammauppbygging úr áli getur bætt rekstraráreiðanleika þessarar tegundar mótorramma, stytt framleiðsluferlið, sparað framleiðslukostnað og bætt framleiðni vinnuafls og efnahagslegan ávinning.
1. Núverandi framleiðslutækni staða vatnskældrar ramma
1.1 Vinnsluaðferð
Framleiðsluaðferðir steypu ál vatnskældar basar í sama iðnaði heima og erlendis eru: óaðskiljanleg sandsteypa, klofin sandsteypa, extrusion mótun osfrv. álbræðslukassi samsetning-hella-hreinsun-fullunnin vara. Klofna steypuferlið er: framleiðsla myglukassa-sandmót, sandkjarnaframleiðsla-álfelgur bræðslukassi-hella-hreinsa-vinnsla-suðu-samkoma til að mynda grunntóm. Útdráttarmótunarferlið er: mótframleiðsla-steypt álbræðsla-hella álblöndur-háþrýstingur-extrusion mótun-suðu-vél undirstöðu eyður.
1.2 Gallar á hefðbundnu handverki og aðferðum
Vandamálið með óaðskiljanlegum steypu steypu ál vatnskældu ramma er lítil ávöxtun ramma og langur framleiðsluferli. Stærsta vandamálið er erfitt að þrífa sandkjarna vatnsrásarinnar og erfitt að laga sandkjarna vatnsrásarinnar; uppbygging klofins sandi steypts ál vatnskæld ramma á í vandræðum. Framleiðsluferlið er fyrirferðarmikið, hringrásin er of löng, gæði er erfitt að stjórna og innri og ytri strokka þarf að forvinna og endalokin eru innsigluð og soðin, sem auðvelt er að leka eftir vinnslu; vatnskældu grunnbyggingin úr pressuðu áli: takmörkuð af fjöldi pressunnar, stór Vélgrunnurinn er ekki hægt að átta sig á og hætta er á vatnsleka vegna þéttingar- og suðusaums sem þarf að vinna úr. Oft lekur vélargrunnurinn vegna gæðavandamála í suðu, sem hefur áhrif á afköst vélargrunnsins og veldur því jafnvel að mótorinn brotnar.
2. Hugmynd og markmið með nýju ferli aðferðinni
Með því að greina galla hefðbundinna vinnsluaðferða er lagt til nýtt ferli sem einkennist af:
- 1) Inni og utan háþrýstings einu sinni mótunarsteypu.
- 2) Uppbyggingareiginleikar kælibúnaðarins myndast í einu með innri og ytri strokkum.
- 3) Útrýmir erfiðum og löngum vinnsluþrepum kælivatnsrásar vélgrunnsins.
- 4) Suðusaumurinn er stjórnaður á innri hlið flansins og suðu saumurinn má ekki vinna úr, sem leysir þrýstings- og vatnsleka vandamál vélbúnaðarins meðan á suðuferlinu stendur.
- 5) Settu upp staðsetningar- og miðstöðvarvirki á vegg vatnsvegsins til að bæta áreiðanleika vélgrunnsins.
- 6) Truflun upphitun ermi mynda.
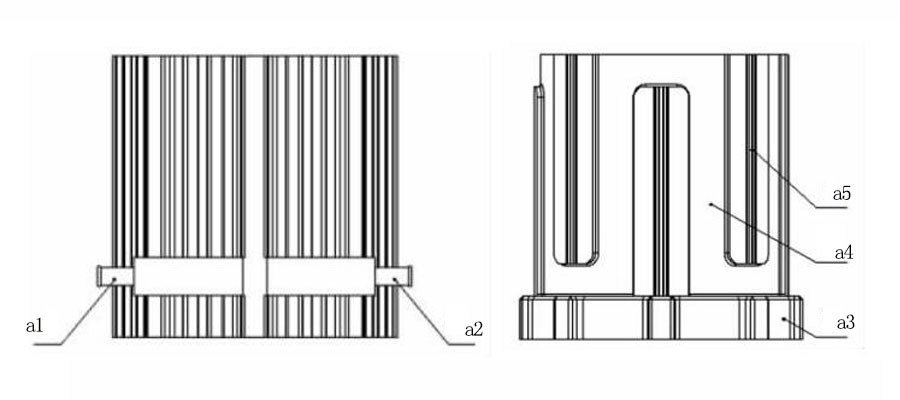
- a1: inntak
- a2: Farvegur
- a3: Innri strokka suðuverndarflans og lokhlíf
- a4: Kælivatnsleið
- a5: Lykill gegn vatnsleiðsögn
3. Sértæk útfærsluferli nýja ferlisins
Ferlið við nýja deyja-steypuferlið er: moldframleiðsla-álfelgur bræðslu-deyja steypu-heit ermi-suðu-grunn eyða. Innri og ytri strokka vatnsrásirnar eru steyptar í lögun með því að deyja steypuaðferð, engin vinnsla er nauðsynleg. Notaðu einkenni deyjunarsteypu, hratt hraða, háan yfirborðsmeðferð, notaðu deyjunarsteyputækni, steypu í ytri og innri strokka. W-laga rásaruppbyggingin og leiðbeinandi W grópurinn er steyptur á innri strokkinn eins og sýnt er á mynd 2; ytri strokkurinn er steyptur með leiðslu- og læsingaruppbyggingu, innri og ytri strokkarnir eru forhitaðir á sama tíma og síðan eru innri og ytri strokkarnir hitaðir eins og sýnt er á mynd 3.

Innsiglið er soðið í grunnefni eins og sýnt er á mynd 4. Kostir nýja ferlisins eru:
- 1) Innri og ytri strokkar myndast beint með því að deyja án þess að vinna vatnsrásir.
- 2) Ytri strokkurinn er með innri flans og innri strokkurinn er með ytri flans til að verja suðuna.
- 3) Innri og ytri strokkar eru forhitaðir fyrir truflunarhitun.
- 4) Settu upp leiðbeiningar og læsingarbúnað til að tryggja áreiðanleika stöðvarinnar.
4. Niðurstaða
Nýja framleiðsluferlið W-laga vatnskældan ramma er fordæmi í innlendum faglegum mótorframleiðsluiðnaði. Byggt á frásogi innlendrar og erlendrar steypu álgrindarframleiðslutækni, ásamt steypuuppbyggingu, eru sérstakar ferliaðferðir notaðar til að átta sig á framleiðslu á W-laga steyptu áli vatnskældu ramma Í því ferli eru eiginleikar þrýstingssteypu að fullu notuð, forhitun truflunarhylkja er notuð, suðuvörn og uppbygging vatnsleka er snjöllu raðað og framleiðsla á W-laga steyptu vatnskældu vélgrunni úr verksmiðjum er að veruleika. Styttu vöruþróunarhringinn, dregið úr erfiðleikum og vinnuafli mótorframleiðslu, einfalda framleiðsluferli rafmagnsvéla lykilhluta, bæta áreiðanleika framleiðslu og reksturs og stjórna í raun kostnaði við mótorframleiðslu.
Vinsamlegast hafðu uppruna og heimilisfang þessarar greinar til endurprentunar: Nýtt ferli af W-gerð Die Cast Aluminium vatnskældur grunnur
Minghe Die Casting Company eru hollur til að framleiða og veita góða og hágæða steypuhluti (málmsteypuhlutir eru aðallega með Þunnt veggsteypa,Hot Chamber Die Casting,Cold Cast Die Casting), Round Service (Die Casting Service,CNC vinnsla,Mótagerð, Yfirborðsmeðferð). Sérhver sérsniðin álsteypusteypa, magnesíum eða Zamak / sink deyja steypa og aðrar kröfur um steypu er velkomið að hafa samband við okkur.

Undir stjórn ISO9001 og TS 16949 fara allir ferlar fram í hundruðum háþróaðra steypuvéla, 5-ása véla og annarra aðstöðu, allt frá sprengjum til Ultra Sonic þvottavéla.Minghe hefur ekki aðeins háþróaðan búnað heldur hefur einnig fagmannlega teymi reyndra verkfræðinga, rekstraraðila og skoðunarmanna til að láta hönnun viðskiptavinarins rætast.

Samningsframleiðandi steypusteypu. Hæfileikar fela í sér kalt hólf ál deyða steypu hlutar frá 0.15 lbs. í 6 kg., fljótleg breyting uppsett og vinnsla. Virðisaukandi þjónusta felur í sér fægingu, titring, afþurrkun, sprengingu, málningu, málun, húðun, samsetningu og verkfæri. Efni sem unnið er með eru málmblöndur eins og 360, 380, 383 og 413.

Sink deyja steypu hönnun aðstoð / samhliða verkfræði þjónustu. Sérsniðinn framleiðandi nákvæmni sink deyja steypu. Hægt er að framleiða smækkunarsteypur, háþrýstingssteypusteypur, fjölrennisteypusteypur, hefðbundnar steypusteypur, eininga deyja og óháðir deyja steypur og hola lokaðir steypur. Castings er hægt að framleiða í lengd og breidd allt að 24 in. Í +/- 0.0005 in. Umburðarlyndi.

ISO 9001: 2015 löggiltur framleiðandi deyja steypu magnesíums, Hæfileikar eru háþrýstingur magnesíum deyja steypu allt að 200 tonna heitt hólf og 3000 tonna kalt hólf, verkfæri hönnun, fægja, mótun, vinnsla, duft og fljótandi málning, full QA með CMM getu , samsetning, pökkun og afhending.

ITAF16949 vottað. Viðbótarupplýsingar um steypu eru með fjárfestingar steypu,sandsteypa,Þyngdaraflsteypa, Týnt steypustykki,Miðflóttaafsteypa,Tómarúmsteypa,Varanleg moldsteypa,. Hæfileikar eru meðal annars EDI, verkfræðiaðstoð, heilsteypt líkan og aukavinnsla.

Steypuiðnaður Rannsóknir á hlutum fyrir: Bílar, reiðhjól, flugvélar, hljóðfæri, vatnsflutningar, ljósbúnaður, skynjarar, líkön, rafeindatæki, girðingar, klukkur, vélar, vélar, húsgögn, skartgripir, jigs, fjarskiptatæki, lýsing, lækningatæki, ljósmyndatæki, Vélmenni, höggmyndir, hljóðbúnaður, íþróttabúnaður, verkfæri, leikföng og fleira.
Hvað getum við hjálpað þér að gera næst?
∇ Farðu á heimasíðu fyrir Die Casting Kína
→Varahlutir-Kynntu þér hvað við höfum gert.
→ Ráðlögð ráð um Die Casting Services
By Minghe Die Casting Framleiðandi | Flokkar: Gagnlegar greinar |efni Tags: Álsteypa, Sinksteypa, Magnesíumsteypa, Títansteypa, Steypu úr ryðfríu stáli, Brass steypa,Bronssteypa,Útsendingarmyndband,Saga fyrirtækisins,Álssteypa Athugasemdir slökkt







