
Áhrif bora og nikkel á hitaskaðaþol 4Cr5Mo2V Die Casting Die Steel

4Cr5 Mo2V er algengt að deyja-steypu deyja stál. Í því ferli að deyja steypu ál, vegna rofs og viðloðunar bráðins áls, mun mótið verða fyrir hitaskemmdum, svo sem hitauppstreymi og hitauppstreymi, sem leiðir til lækkunar á hörku þess og jafnvel ótímabærri bilun.
Til að kanna hvort nikkel eða þurrkur getur bætt hitauppstreymi mótstöðu álblönduforma, voru 4Cr5 Mo2V stál og 4Cr5Mo2V stál prófunarbálkar sem innihéldu 1% Ni og 1% Co (massahlutfall) útbúnir og þeir voru lagðir inn eftir svala og tempra. Í föstum deyju úr steypuforminu var ADC12 álfelgur með hitastig 800 ℃ síðan steypt 200 til 1,000 sinnum og fjölhvörf og yfirborðshörð prófunarblokksins voru skoðuð.
Niðurstöðurnar sýna að eftir að hafa steypt álfelgur 1,000 sinnum festist 4Cr5Mo2V stálprófunarbálkurinn alvarlegast við álið og framkallaði mjög fáar netlíkar sprungur; stálprófunarblokkurinn, sem inniheldur Ni, festist örlítið við áli og prófunarblokkurinn sem innihélt stál festist minnst við ál, sem gefur til kynna að innihald 1% Co 4Cr5Mo2V stáls sé með besta hitauppstreymiþolið fyrir álsteypu. Að auki, samanborið við hörku fyrir álsteypu, eftir 1,000 sinnum deyja, minnkaði yfirborðshörku 4Cr5Mo2V stál, 4Cr5Mo2V stálsýni sem innihalda nikkel og inniheldur þurrkað 2.8, 1.8 og 1.4 HRC, það er, margar álsteypur. Skaðleg áhrif á yfirborðshörku nikkel sem inniheldur og þurrt 4Cr5Mo2V stál er minna en 4Cr5Mo2V stálsins, sem tengist sterkri lausn styrkjandi áhrifum Co og Ni, sem er gagnlegt til að bæta álvökva rofþol myglusveppurinn og gera mótið næmari fyrir hitaskemmdum.
Ál deyja steypu er flókið háhita- og háþrýstingsferli. Það eru margir þættir sem hafa áhrif á hitaskemmdir (þ.m.t. hitauppstreymi og hitauppstreymi) afköst álblönduforma. Meðal þeirra er samsetningin á heitvinnslu deyja stáli sérstaklega mikilvæg.
Undir venjulegum kringumstæðum er hægt að forðast bilun deyja steypu deyja vegna sprunga og plast aflögun. Myglusprunga stafar venjulega af slysni í vélrænni ofhleðslu eða hitauppstreymi, sem leiðir til mikillar streituþéttni. Snemma hitauppstreymisþreyta og suðutap (hitauppstreymi á yfirborði) deyma-steypuforma eru helstu bilunaraðferðirnar og þau tvö hafa oft áhrif hvert á annað. 4Cr5Mo2V stál er mikið notað heitt vinnu deyja stál, með góða slitþol og plast aflögunarþol. Bor og nikkel eru almennt notaðir málmblendir þættir, sem geta í raun aukið styrk og hörku stáls og haft ákveðin áhrif á að standast hitaskemmdir. Þess vegna er 4Cr5Mo2V stál, 4Cr5Mo2V sem inniheldur 1% Ni og 1% Co (massahlutfall, það sama hér að neðan) rannsakað. Ónæmi stálsins gegn bráðnu álskemmdum hefur mikla þýðingu til að leiðbeina raunverulegri framleiðslu.
Hins vegar eru flestar aðferðirnar til að rannsaka hitaskemmdir deyja-steypu deyja stál fyrir munninn til að líkja eftir hita og kælingu. Deyja stál sýnið hefur ekki beint samband við bráðið ál og hefur ekki í för með sér skurðáhrif bráðins áls, svo sem beina hvatningu upphitunar á stáli sýninu. -A. Í þessum pappír voru þriggja íhluta mótstálprófunarblokkir útbúnar og felldar inn í deyjuformið til að framkvæma deyjuprófun ADC12 álfelgur. Skemmdir á bráðnu áli.
1. Prófunarefni og aðferðir
1.1 Prófunarefni
Efnasamsetning 4Cr5Mo2V stáls, 4Cr5Mo2V stáls sem inniheldur 1% Ni (hér eftir nefnt 4Cr5Mo2V + Ni stál) og 4Cr5 Mo2V stál sem inniheldur 1% Co (hér eftir nefnt 4Cr5Mo2V + Co stál) eru sýnd í töflu 1. Prófunin var steypt með ADC12 Efnasamsetning áls er sýnd í töflu 2.
| Tafla 1 Efnasamsetning rannsakaðra deyja-steypu deyja stál (massahlutfall) % | |||||||
| efni | C | Cr | Mo | V | Co | Ni | Si |
| 4Cr5Mo2V stál | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V+Ni stál | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V+Co stál | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Tafla 2 Efnasamsetning ADC12 álleifunnar % | |||||||||
| Element | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Gæðastig | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Prófunaraðferð
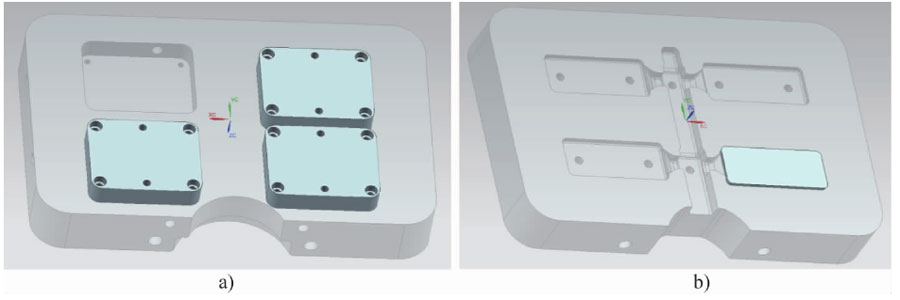
Gljáðu 4Cr5Mo2V stálið, 4Cr5Mo2V + Ni stálið og 4Cr5Mo2V + Co stálið var unnið í prófunarblokkir eins og sýnt er á mynd 1. Eftir lofttæmingu, voru þeir mildaðir tvisvar, með hörku um 47 HRC og fínt malaðir til að fjarlægja oxíðskala.
Hópnúmer prófunarbúnaðarins er fellt inn í grópinn á föstu mótinu og holrými álsteypunnar er sett í hreyfanlega formið, eins og sýnt er á mynd 2. 500 t lárétt köld hólf deyjunarvél og sjálfhönnuð mót voru notuð við prófun á steypuprófun á ADC12 álplötu og álið var endurnotað. Hitastig bráðins áls er hærra, 800 ° C, til að flýta fyrir prófuninni (venjulega er steypuhitastig ADC12 álblöndunnar (650 120) ° C). Þar sem hitastig bráðins áls er 800 ℃, sem nær ekki bræðslumarki Fe-A1 millimáls efnasambandsins, verður efnasambandið sem myndast til í bráðnu áli sem óhreinindi eftir að það hefur fallið. Endurtekin notkun bráðins áls mun einnig valda aukningu óhreininda og styrkja álið. Hreinsunaráhrif vökvans og flýta þar með prófuninni.
Eftir deyja-steypuprófið var steríósjá til að fylgjast með áloðunarviðloðun fyrirbæri á yfirborði prófunarblokksins; öfgafull dýpt-af-sviði-smásjá var notuð til að fylgjast frekar með hve mikilli viðloðun viðloðunar og hvort sprungur væru á yfirborði prófunarblokksins.
2. Prófunarniðurstöður og greining
2. 1 Formgerð yfirborðs prófblokkarinnar
2.1.1 Surface Sticking Aluminium
Mynd 3 sýnir yfirborðsformfræði þriggja stálprófunarbálkanna án deyjunarsteypu og eftir 600,1000 sinnum deyjunarsteypu. Það má sjá af mynd 3 (b, e, h) að eftir 600 sinnum deyjunarsteypu er 4Cr5Mo2V stálprófunarbálkurinn með alvarlegustu áli.
4Cr5Mo2V + Co stálprófunarbálkurinn heldur sig við minnsta álið. Mynd 3 (c, f, i) sýnir að viðloðun áls á yfirborði prófunarbálkanna þriggja jókst eftir 1,000 sinnum deyjunarsteypu. Yfirborð 4Cr5Mo2V stálprófunarbúnaðarins hefur augljós viðloðun frá áli, en hinar tvær prófunarblokkirnar eru með lítilri áloðun. 4Cr5Mo2V + Co stálprófun Álklumpurinn er minnstur og einsleitur, sem gefur til kynna að demanturinn sem inniheldur demantur 4Cr5Mo2V hefur besta mótstöðu gegn fljótandi álskemmdum en 4Cr5Mo2V stálið er það versta. Að bæta við borum og nikkelþáttum er gagnlegt til að koma á stöðugleika við háhita hörku deyja stál 9-10, og yfirborðið er ekki auðvelt að "mýkja" við endurtekna snertingu við bráðið ál, þannig að fljótandi ál rofþol er betra og ál viðloðun er lítil. Meðan á steypuprófuninni stendur fer bráðið álið inn í holrýmið til að hafa samband við prófunarblokkina og ójafn uppbygging prófunarblokksins, vinnslugallasvæðisins og annarra staðbundinna staða mun lítillega halda sig við álið. Álið á álbundnu svæði mun hvarfast við stálið til að mynda Fe.} Al brothætt milliefnasamband, sem verður brotið og afhýtt undir hreinsun háþrýstings álvökvans, sem leiðir til gryfja á yfirborði moldsins og fleira alvarleg álbinding undir hreinsun álvökvans.
2.1.2 Yfirborðssprungur
Mynd 4 sýnir yfirdýpt sviðsmyndafræði 4Cr5Mo2V stáls, 4Cr5Mo2V + Ni stáls og 4Cr5Mo2V + Co stálsýni eftir 1,000 sinnum deyjunarsteypu. Það sést á mynd 4 (a) að lítill fjöldi örsprungna dreifist í næstum netformi á yfirborði 4 Cry Mot V stálprófunarblokksins. Viðloðað ál og bráðið ál hvarfast við stál til að mynda Fe.} Al efnasambönd. Hitauppstreymisstuðull Fe.} Al er frábrugðinn því sem fylkið hefur í för með sér mjög lítið magn af smá sprungum í festu áli og Fe.} Al og efnasamböndunum. Hreinsunaráhrif bráðins áls veldur því að örsprungurnar dreifast og bráðið ál kemst inn í sprunguna og hvarfast enn frekar við fylkið til að mynda Fe 2 Al efnasambönd. Í síðari endurtekinni deyja-steypu ferli, Fe.} Al efnasamböndin á yfirborði prófunarblokkarinnar afhýða til að mynda gryfjur. Eftir súrsun og ultrasonic hreinsun virtist yfirborð prófunarblokksins svipað og net-eins álvökva hreinsunareiginleikar. Mynd 4 (b, c) sýnir að engar sprungur eru í 4Cr5Mo2V + Co stáli og 4Cr5Mo2V + Ni stálprófunarblokkum, sem gefur til kynna að viðbót 1% bora eða mólýbden getur ekki aðeins dregið úr yfirborðsviðloðun áls, heldur einnig dregið úr sprunga tilhneiging moldsins og bæta álþol Vökvaskemmdir. Með því að bæta nikkel og demantur sem er ekki karbíð mynda þætti getur bætt háhita hörku moldsins og demanturinn getur einnig stuðlað að dreifingu og útfellingu mólýbdenkarbíðs meðan á hertuferlinu stendur og aukið úrkomuherðandi áhrif 'z-} 3. Rannsóknirnar eftir Ling Qian o.fl. hefur sýnt að viðbót austenítjafnvægisþátta við deyja-steypu deyja stál getur dregið úr streituþéttni. Bæði bora og nikkel eru þættir sem stækka austenít svæði, þannig að 4Cr5Mo2V + Ni stál og 4Cr5Mo2V + Co stálsteypuform eru ekki hætt við sprungum.
Bráðið álið í raunverulegu deyjunarferlinu er mjög sterkt gegn mótinu. Samkvæmt Fe-A1 fasa skýringarmyndinni eru Fe-Al millimálssamböndin sem myndast við hvarf stáls og bráðins áls aðallega FeAlz, Fez A15, FeA13 osfrv., Sem eru brothætt. brjótið í burtu frá fylkinu og farið inn í bráðið álið undir hreinsun bráðins áls og skilið eftir gryfjur á yfirborði moldsins. Samsetningin af hluta álins og mótagryfjurnar er tiltölulega sterk og dettur ekki af og myndar enn frekar Fe A1 efnasambönd. Álið, Fe.} Al og efnasambönd sem festast þar eru viðkvæm fyrir örsprungum við kælingu. Die-casting lak hefur minna fljótandi ál, þannig að það storknar hraðar og hvarfið milli moldsins og fljótandi áls er hægara. Þess vegna hefur yfirborð prófunarblokkarinnar færri gryfjur vegna viðbragða Fe og Al og meira klístrað ál er framleitt með rofi álvökvans.
2. 2 Yfirborðs hörku
Tafla 3 er meðalgildi yfirborðs hörku þriggja deyja stálprófunarbálkanna eftir mismunandi tímasetningar. Gögnin í töflu 3 sýna að yfirborðshörku þriggja tegunda prófunarblokkanna minnkar öll lítillega. Þegar fjöldi steypuforma fjölgar, jafngildir það endurtekinni mildun prófunarblokkarinnar, þannig að hörku minnkar. Eftir 1,000 sinnum deyjunarsteypu hefur hörku 4Cr5Mo2V + Co stálprófunarblokkarinnar minnstu lækkunina, sem er 1.4 HRC; 4Cr5Mo2V stálprófunarbálkurinn hefur augljósustu lækkunina.
Augljóslega hefur það lækkað um 2 HRC; yfirborðshörku 8Cr4Mo5V + Ni stálprófunarbúnaðarins hefur lækkað um 2 HRC. Stöðug myglus hörð er hagstæð til að draga úr áli, það er að segja að það er gagnlegt að standast hitauppstreymi sem deyja.
| Tafla 3 Yfirborðshörð prófunarblokkanna eftir að steypu steypu á mismunandi tímum % | ||||||
| efni | Enginn Die Cast | 200 Times | 400 Times | 600 Times | 800 Times | 1000 Times |
| 4Cr5Mo2V stál | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V+Ni stál | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V+Co stál | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
Eftir langan tíma að tempra deyja stálið, brotnar martensítið niður og efri karbíðin verða grófari, sem leiðir til minnkunar á hörku yfirborðs. Bæði bora og nikkel eru frumefni sem eru ekki karbítmyndandi og geta komið í stað Fe atóma til að fá stállausnina til að styrkja '5 til' 8, þannig að mótið hefur meiri háhitastyrk og viðheldur meiri hörku eftir endurtekna hraða upphitun og kælingu. China Die Casting Association hefur rannsakað frumefnisdreifingu í slökkvuðu og milduðu Cr-Mo-V-Ni stálinu og komist að því að meðan á hitunarferlinu stendur munu Ni frumefni auðgast í kringum karbíðin og hindra þannig kolefnisatóm í ferrítinu í kring karbíðin Stöðug dreifing karbíðanna eykur virkjunarorku karbíðgróunar, hindrar vöxt karbíðs og dregur þannig úr hörku lækkun á nikkel sem inniheldur 4Cr5Mo2V stál og bætir viðnám þess gegn bráðnu álskemmdum.
Kína Die Casting Association hefur rannsakað hitastöðugleika og örbyggingar breytinga á deyja stáli með 1% Ni og án Ni og komist að því að á síðari stigum hitauppstreymisprófsins mun nikkel hægja á hörku deyja stálsins og þannig gera stálið betra hitauppstreymi Kynlíf. Borun er þáttur sem stækkar austenít fasasvæðið. Með því að bæta bori við 4Cr5Mo2V stál getur það stuðlað að upplausn karbíðs meðan á austenitisunarferlinu stendur, aukið kolefnisinnihald austeníts og aukið stöðugleika austenite og þar með aukið austenít sem haldið er upp Tensite magn og hörku martensites og borinn getur einnig stuðla að dreifingu og útfellingu mólýbdenkarbíðs meðan á hitunarferlinu stendur og auka útfellingarhertu áhrif z'-1.
Styrkjandi áhrif nikkel og bora á fylkið gera prófblokkinn úr deyja stálinu ennþá hærri yfirborðshörku eftir endurtekna hreinsun á bráðnu áli, þannig að það er ónæmara fyrir rof, sem er gagnlegt til að bæta viðnám prófunarblokksins. vegna skemmda á bráðnu áli. Yfirborðshörku prófunarblokkarinnar og áli viðloðunar sýna einnig (sjá mynd 3, töflu 3): Boruð 4Cr5 Mo2V stálprófunarbálkur hefur minnst yfirborðsgryfjur og ál viðloðun eftir 1,000 sinnum deyjunarsteypu, það er, viðnám gegn álvökva skemmdum er best. Þess vegna eru styrkingaráhrif þess að bæta 1% Co við stál meiri en að bæta við 1% Ni, sem bæði stuðla að því að bæta árangur gegn álskemmdum deyja stáli.
3. Ályktun
- Eftir að álblöndun hefur verið steypt 1 000 sinnum hefur 4Cr5 Mo2V stálsýnið með bora minnst áli og 4Cr5Mo2V stálsýnið festir mest álið, það er að 4Cr5 Mo2V stálið með bora hefur bestu hitauppstreymi.
- Eftir að steypuál hefur verið 1,000 sinnum minnkað getur yfirborðshörku 4Cr5Mo2V stáls, 4Cr5Mo2V + Ni stáls og 4Cr5Mo2V + Co stálsýni lækkað um 2.8, 1.8 og 1.4 HRC, það er að bæta við nikkeli eða bora getur bætt verulega hitauppstreymi úr 4Cr5Mo2V deyja-steypu deyja stáli.
Vinsamlegast hafðu uppruna og heimilisfang þessarar greinar til endurprentunar: Áhrif bora og nikkel á hitaskaðaþol 4Cr5Mo2V Die Casting Die Steel
Minghe Die Casting Company eru hollur til að framleiða og veita góða og hágæða steypuhluti (málmsteypuhlutir eru aðallega með Þunnt veggsteypa,Hot Chamber Die Casting,Cold Cast Die Casting), Round Service (Die Casting Service,CNC vinnsla,Mótagerð, Yfirborðsmeðferð). Sérhver sérsniðin álsteypusteypa, magnesíum eða Zamak / sink deyja steypa og aðrar kröfur um steypu er velkomið að hafa samband við okkur.

Undir stjórn ISO9001 og TS 16949 fara allir ferlar fram í hundruðum háþróaðra steypuvéla, 5-ása véla og annarra aðstöðu, allt frá sprengjum til Ultra Sonic þvottavéla.Minghe hefur ekki aðeins háþróaðan búnað heldur hefur einnig fagmannlega teymi reyndra verkfræðinga, rekstraraðila og skoðunarmanna til að láta hönnun viðskiptavinarins rætast.

Samningsframleiðandi steypusteypu. Hæfileikar fela í sér kalt hólf ál deyða steypu hlutar frá 0.15 lbs. í 6 kg., fljótleg breyting uppsett og vinnsla. Virðisaukandi þjónusta felur í sér fægingu, titring, afþurrkun, sprengingu, málningu, málun, húðun, samsetningu og verkfæri. Efni sem unnið er með eru málmblöndur eins og 360, 380, 383 og 413.

Sink deyja steypu hönnun aðstoð / samhliða verkfræði þjónustu. Sérsniðinn framleiðandi nákvæmni sink deyja steypu. Hægt er að framleiða smækkunarsteypur, háþrýstingssteypusteypur, fjölrennisteypusteypur, hefðbundnar steypusteypur, eininga deyja og óháðir deyja steypur og hola lokaðir steypur. Castings er hægt að framleiða í lengd og breidd allt að 24 in. Í +/- 0.0005 in. Umburðarlyndi.

ISO 9001: 2015 löggiltur framleiðandi deyja steypu magnesíums, Hæfileikar eru háþrýstingur magnesíum deyja steypu allt að 200 tonna heitt hólf og 3000 tonna kalt hólf, verkfæri hönnun, fægja, mótun, vinnsla, duft og fljótandi málning, full QA með CMM getu , samsetning, pökkun og afhending.

ITAF16949 vottað. Viðbótarupplýsingar um steypu eru með fjárfestingar steypu,sandsteypa,Þyngdaraflsteypa, Týnt steypustykki,Miðflóttaafsteypa,Tómarúmsteypa,Varanleg moldsteypa,. Hæfileikar eru meðal annars EDI, verkfræðiaðstoð, heilsteypt líkan og aukavinnsla.

Steypuiðnaður Rannsóknir á hlutum fyrir: Bílar, reiðhjól, flugvélar, hljóðfæri, vatnsflutningar, ljósbúnaður, skynjarar, líkön, rafeindatæki, girðingar, klukkur, vélar, vélar, húsgögn, skartgripir, jigs, fjarskiptatæki, lýsing, lækningatæki, ljósmyndatæki, Vélmenni, höggmyndir, hljóðbúnaður, íþróttabúnaður, verkfæri, leikföng og fleira.
Hvað getum við hjálpað þér að gera næst?
∇ Farðu á heimasíðu fyrir Die Casting Kína
→Varahlutir-Kynntu þér hvað við höfum gert.
→ Ráðlögð ráð um Die Casting Services
By Minghe Die Casting Framleiðandi | Flokkar: Gagnlegar greinar |efni Tags: Álsteypa, Sinksteypa, Magnesíumsteypa, Títansteypa, Steypu úr ryðfríu stáli, Brass steypa,Bronssteypa,Útsendingarmyndband,Saga fyrirtækisins,Álssteypa Athugasemdir slökkt







