
Áhrif glæðingarhitastigs á kælt lágt króm mólýbden sveigjanlegt járn rúlla
Áhrifin af steypuferlinu hafa kældu lágkromuðu mólýbden sveigjanlegu járnrúlluna tiltölulega mikla steypuálagi í steypuástandi, þannig að þörf er á að draga úr streituhreinsun. Practice hefur sýnt að hitastig til að draga úr streituþynnu hefur ekki aðeins áhrif á hve miklu leyti kastað er streitulosun, heldur hefur það einnig áhrif á uppbyggingu og afköst rúllunnar.
Með því að nota rafmagnsofninn til að bræða bráðið járn, hella í botnhella, er þvermál vinnsluyfirborðs rúllunnar 288 mm og samsetningin er sýnd í töflu 1. Notaðu rennibekkur til að skera 20 mm þykkt og 40 mm breitt (geislamynd) ) hringur úr rúlluðu kældu laginu. Hringurinn var skorinn í nokkur sýni, sem voru glóðuð og hitameðhöndluð við mismunandi hitastig, og síðan sást málfræðileg uppbygging og hörku.
Mynd 1 sýnir málmuppbyggingu utan á rúlluskurðarhringnum (nálægt köldu gerðinni) og að innanverðu á skurðarhringnum (nálægt rúllukjarnanum). Mynd 1a og mynd 1b sýna að steypuuppbygging rúllunnar er perlít, ledebúrít og karbíð. Magn karbíða utan á snertihringnum er meira og magn af perlít er minna og magn karbíðs innan á snertihringnum er minna og magn af perlít er meira. . Prófunin sýnir að jafnvel þótt glæðishitastigið nái 600 ° C og geymslutíminn sé 4 klukkustundir, þá hefur rúlluuppbyggingin enn enga augljósa breytingu, eins og sýnt er á mynd 1c og mynd 1d.

(a) Eins og kastað utan (b) Eins og kastað að innan
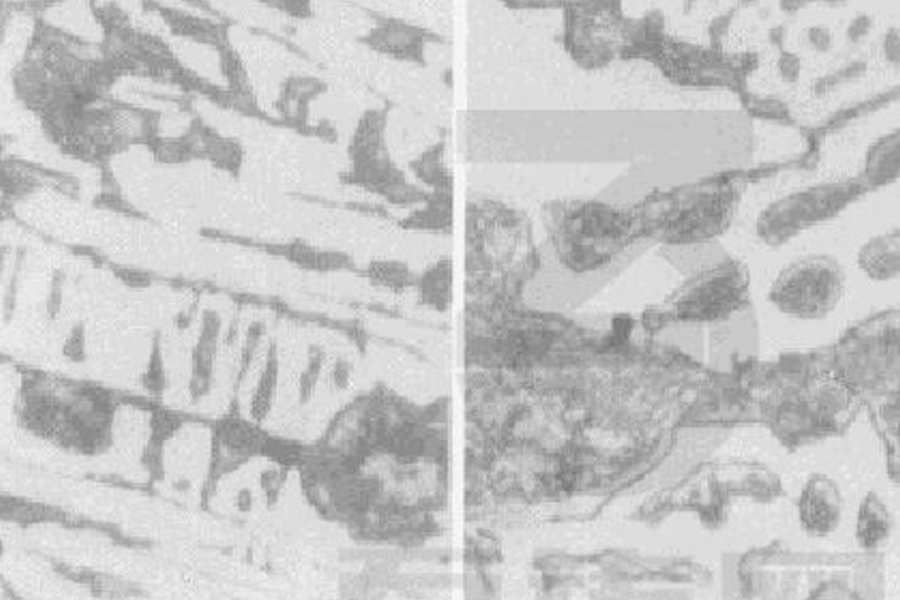
(c) Ytri hliðin eftir 600 ℃ × 4h hitameðferð (d) Innri hliðin eftir 600 ℃ × 4h hitameðferð
Mynd 1 Rúlla málmfræðileg uppbygging
Mynd 2 sýnir hörku á mismunandi stöðum skurðarhrings rúlluvinnslulagsins í kastaðri stöðu og eftir mismunandi hitameðferðir. Myndin sýnir að hörku rúllunnar minnkar smám saman utan frá til að innan á skurðarhringnum. Eftir hitameðferð minnkar hörku rúllunnar og lækkun hörku eykst með hitastigi hitameðferðar. Þegar hitameðhöndlun hitastigs nær 600 ° C minnkar hörku mjög. Samkvæmt kröfum viðskiptavinarins um hörku rúllanna, veljum við glæðingarhita 400 ℃ í framleiðslunni.

Discussion
Minnkun á hörku rúllunnar eftir hitameðferð stafar af þremur þáttum. Eitt er að málfræðilega uppbyggingin breytist við hitameðferð, svo sem niðurbrot karbíða. Samkvæmt mynd 1, jafnvel þótt hitameðhöndlunarhitastigið nái 600 ° C, hefur rúlluuppbyggingin enn engar marktækar breytingar. Þessi niðurstaða er í samræmi við járnblendifasaskema [1]. Það má sjá að lækkun á hörku rúllunnar stafar ekki af breytingum á málmuppbyggingu. Annað er að málmblendiefnin dreifast jafnt og ofmettun er minni meðan á hitameðhöndlunarferlinu stendur, það er vegna breytinga á örbyggingu. Til þess að ákvarða áhrif þessa þáttar mældi tilraunin örhærð karbíðs og perlít eftir mismunandi hitameðferðir (sjá mynd 3). Mælingarniðurstöður sýna að örhörku perlít og karbíð minnkar mismikið eftir hitameðferð. Þetta fyrirbæri hlýtur að leiða til minnkunar á stórhimnu hörku rúllunnar. Sú þriðja er lækkun á stórhimnu hörku rúllunnar með léttingu á steypuálagi.
Niðurstaða
Eftir að kælt lítil króm mólýbden sveigjanlegt járn rúlla er glært og hitameðhöndlað við minna en 600 ° C, breytist málfræðilega uppbyggingin ekki verulega, en stórhimni hörku minnkar. Þegar hitameðhöndlunarhitastigið er minna en 450 ° C minnkar samharka lítið og þegar hitameðhöndlun hitastigs er hærri en 600 ° C minnkar hörku meira. Ástæðan fyrir lækkun á stórhimnu hörku er minnkun örhörku og útrýmingu steypuálags.
Vinsamlegast hafðu uppruna og heimilisfang þessarar greinar til endurprentunar: Áhrif glæðingarhitastigs á kælt lágt króm mólýbden sveigjanlegt járn rúlla
Minghe Die Casting Company eru hollur til að framleiða og veita góða og hágæða steypuhluti (málmsteypuhlutir eru aðallega með Þunnt veggsteypa,Hot Chamber Die Casting,Cold Cast Die Casting), Round Service (Die Casting Service,CNC vinnsla,Mótagerð, Yfirborðsmeðferð). Sérhver sérsniðin álsteypusteypa, magnesíum eða Zamak / sink deyja steypa og aðrar kröfur um steypu er velkomið að hafa samband við okkur.

Undir stjórn ISO9001 og TS 16949 fara allir ferlar fram í hundruðum háþróaðra steypuvéla, 5-ása véla og annarra aðstöðu, allt frá sprengjum til Ultra Sonic þvottavéla.Minghe hefur ekki aðeins háþróaðan búnað heldur hefur einnig fagmannlega teymi reyndra verkfræðinga, rekstraraðila og skoðunarmanna til að láta hönnun viðskiptavinarins rætast.

Samningsframleiðandi steypusteypu. Hæfileikar fela í sér kalt hólf ál deyða steypu hlutar frá 0.15 lbs. í 6 kg., fljótleg breyting uppsett og vinnsla. Virðisaukandi þjónusta felur í sér fægingu, titring, afþurrkun, sprengingu, málningu, málun, húðun, samsetningu og verkfæri. Efni sem unnið er með eru málmblöndur eins og 360, 380, 383 og 413.

Sink deyja steypu hönnun aðstoð / samhliða verkfræði þjónustu. Sérsniðinn framleiðandi nákvæmni sink deyja steypu. Hægt er að framleiða smækkunarsteypur, háþrýstingssteypusteypur, fjölrennisteypusteypur, hefðbundnar steypusteypur, eininga deyja og óháðir deyja steypur og hola lokaðir steypur. Castings er hægt að framleiða í lengd og breidd allt að 24 in. Í +/- 0.0005 in. Umburðarlyndi.

ISO 9001: 2015 löggiltur framleiðandi deyja steypu magnesíums, Hæfileikar eru háþrýstingur magnesíum deyja steypu allt að 200 tonna heitt hólf og 3000 tonna kalt hólf, verkfæri hönnun, fægja, mótun, vinnsla, duft og fljótandi málning, full QA með CMM getu , samsetning, pökkun og afhending.

ITAF16949 vottað. Viðbótarupplýsingar um steypu eru með fjárfestingar steypu,sandsteypa,Þyngdaraflsteypa, Týnt steypustykki,Miðflóttaafsteypa,Tómarúmsteypa,Varanleg moldsteypa,. Hæfileikar eru meðal annars EDI, verkfræðiaðstoð, heilsteypt líkan og aukavinnsla.

Steypuiðnaður Rannsóknir á hlutum fyrir: Bílar, reiðhjól, flugvélar, hljóðfæri, vatnsflutningar, ljósbúnaður, skynjarar, líkön, rafeindatæki, girðingar, klukkur, vélar, vélar, húsgögn, skartgripir, jigs, fjarskiptatæki, lýsing, lækningatæki, ljósmyndatæki, Vélmenni, höggmyndir, hljóðbúnaður, íþróttabúnaður, verkfæri, leikföng og fleira.
Hvað getum við hjálpað þér að gera næst?
∇ Farðu á heimasíðu fyrir Die Casting Kína
→Varahlutir-Kynntu þér hvað við höfum gert.
→ Ráðlögð ráð um Die Casting Services
By Minghe Die Casting Framleiðandi | Flokkar: Gagnlegar greinar |efni Tags: Álsteypa, Sinksteypa, Magnesíumsteypa, Títansteypa, Steypu úr ryðfríu stáli, Brass steypa,Bronssteypa,Útsendingarmyndband,Saga fyrirtækisins,Álssteypa Athugasemdir slökkt







